
全國咨詢熱線
全國咨詢熱線

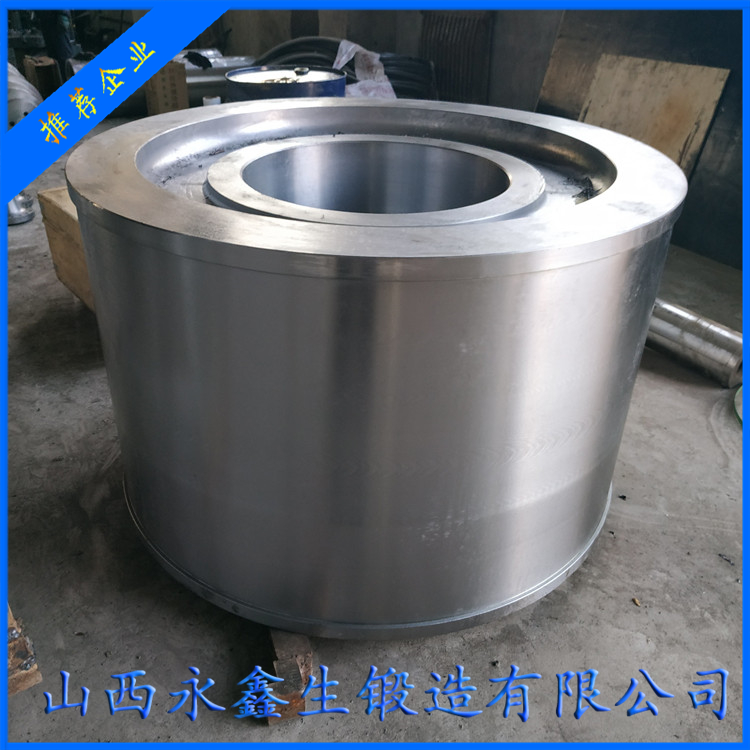
40CrNiMo作為中碳高強度合金結構鋼,憑借優異的淬透性、綜合力學性能,成為重型機械、能源裝備、航空航天等領域大型筒體鍛件的核心用材。筒體鍛件多承受交變載荷、沖擊載荷及復雜應力,單純追求高強度易導致韌性不足、脆性斷裂風險升高,過度提升韌性又會造成強度下降,因此實現強度與韌性的精準平衡匹配,是保障筒體鍛件服役安全性、穩定性與使用壽命的核心,而科學可控的熱處理工藝,則是破解這一技術難題的關鍵路徑。山西永鑫生重工股份有限公司深耕大型鍛件制造與熱處理領域多年,針對40CrNiMo筒體鍛件的結構特點與性能需求,形成了成熟完善的強韌性調控熱處理體系,助力高端筒體鍛件國產化替代。
一、40CrNiMo筒體鍛件強韌性匹配核心邏輯
40CrNiMo鋼的強韌性本質由微觀組織決定,其含有的鉻、鎳、鉬合金元素,既能提升淬透性與回火抗力,又能細化晶粒、抑制脆性相析出。筒體鍛件屬于空心厚壁構件,截面尺寸大、壁厚均勻性要求高,熱處理過程中易出現內外組織不均、心部淬透不足、帶狀組織殘留等問題,直接導致強韌性失衡。理想的強韌性匹配,需兼顧表層與心部性能統一:抗拉強度控制在980-1100MPa,屈服強度≥830MPa,同時保證低溫沖擊韌性達標、延伸率與斷面收縮率處于合理區間,既滿足筒體承壓、抗變形的強度需求,又具備抵御沖擊、防止裂紋萌生擴展的韌性儲備,避免服役過程中出現疲勞開裂、脆性失效等故障。
二、適配強韌性平衡的熱處理工藝優化(山西永鑫生重工實踐)
針對40CrNiMo筒體鍛件的厚壁空心結構,山西永鑫生重工股份有限公司摒棄常規單一調質工藝,采用鍛后預處理+精準調質+回火脆性防控的復合工藝,全程嚴控溫度、升溫速率、保溫時長與冷卻方式,實現組織均勻化與強韌性協同提升,具體工藝路線如下:
1. 鍛后高溫正火預處理
鍛造成型后的筒體鍛件內部存在殘余應力、組織偏析與粗大晶粒,直接調質易加劇性能不均。永鑫生重工采用920±10℃高溫正火,以≤120℃/h的低速升溫速率,避免熱應力與組織應力疊加導致筒體變形,保溫時間按鍛件壁厚1.0-1.5min/mm核算,確保奧氏體充分均勻化,隨后出爐風冷并定時旋轉鍛件,消除帶狀組織與殘余鍛造應力,細化初始晶粒,為后續調質工序奠定均勻的組織基礎,解決厚壁筒體內外性能偏差大的行業痛點。
2. 控溫淬火強化基體
淬火是保障強度的核心工序,永鑫生重工結合筒體空心結構特點,采用850-870℃奧氏體化保溫,保溫系數0.8-1.5min/mm,確保心部充分透燒。冷卻環節摒棄單一油冷,采用預冷+分段冷卻工藝:先空冷至850℃左右,再入水冷卻短時控時,隨后轉入PAG有機淬火液緩冷,既保證表層獲得高硬度馬氏體,提升強度,又避免心部冷卻過快產生裂紋,同時控制馬氏體晶粒尺寸,防止粗大馬氏體降低韌性,實現筒體全截面淬透均勻,硬度偏差控制在20HB以內。
3. 高溫回火調控韌性
回火是平衡強韌性的關鍵,40CrNiMo鋼存在回火脆性傾向,永鑫生重工采用600±10℃高溫回火,入爐先經300℃低溫預熱,再勻速升溫至回火溫度,保溫時間1.2-2.0min/mm,充分消除淬火應力,將淬火馬氏體轉化為均勻的回火索氏體組織。回火后采用油冷快冷至300-350℃,再空冷至室溫,有效避開回火脆性區間,大幅提升沖擊韌性與塑性,在保證高強度的同時,將低溫沖擊功提升至70J以上,延伸率≥15%,完美實現強韌性協同達標。
三、工藝應用與行業價值
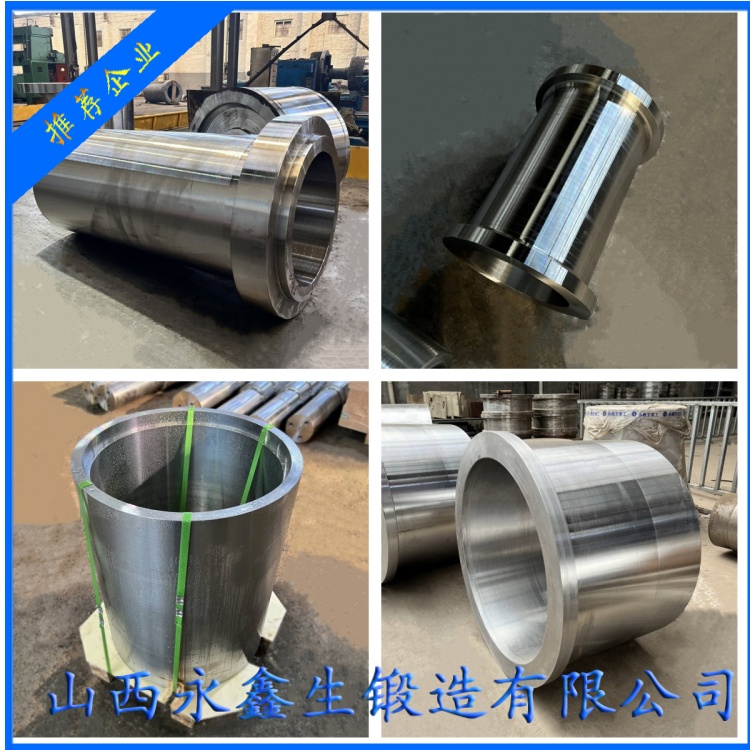
經山西永鑫生重工股份有限公司優化后的熱處理工藝,生產的40CrNiMo筒體鍛件,各項力學性能均優于行業標準,組織均勻、無內部缺陷,完全滿足大型液壓油缸、能源裝備筒體、重型機械承壓部件的服役要求。該工藝既解決了傳統熱處理強韌性難以兼顧的問題,又適配大型筒體鍛件的規模化生產,兼顧生產效率與產品質量。在高端裝備制造對鍛件性能要求日益嚴苛的當下,40CrNiMo筒體鍛件的強韌性匹配技術與定制化熱處理工藝,不僅彰顯了材料熱處理技術的精細化發展,更體現了國內重工企業在大型鍛件制造領域的技術突破,為高端裝備核心部件國產化提供了堅實支撐。
楊先生

微信二維碼
微信號:13283506666
